
Gehäuse
Start/Schutzgaslöten
Beim Löten in Schutzgas-Durchlauföfen werden Bauteile kontinuierlich durch einen Ofen transportiert, während eine kontrollierte Schutzgasatmosphäre (z. B. Exogas, H2/N2) bestehende Oxide auf den Bauteiloberflächen reduziert und eine Neuoxidation verhindert.
Die Bauteile durchlaufen mehrere Temperaturzonen, die exakt auf das verwendete Lot und die Grundwerkstoffe abgestimmt sind. Durch die Schutzgasatmosphäre können ganz ohne Flussmittel qualitativ hochwertige Lötverbindungen hergestellt werden. Die Bauteile verlassen den Ofen glänzend und sauber, eine zusätzliche Reinigung ist nicht notwendig.
Dieses Verfahren eignet sich besonders für eine Serienfertigung mit hohen Stückzahlen, da es einen kontinuierlichen, reproduzierbaren Prozess darstellt. Mit unseren verschiedenen Ofenanlagen können unlegierte Stähle sowie Edelstähle gefügt werden.
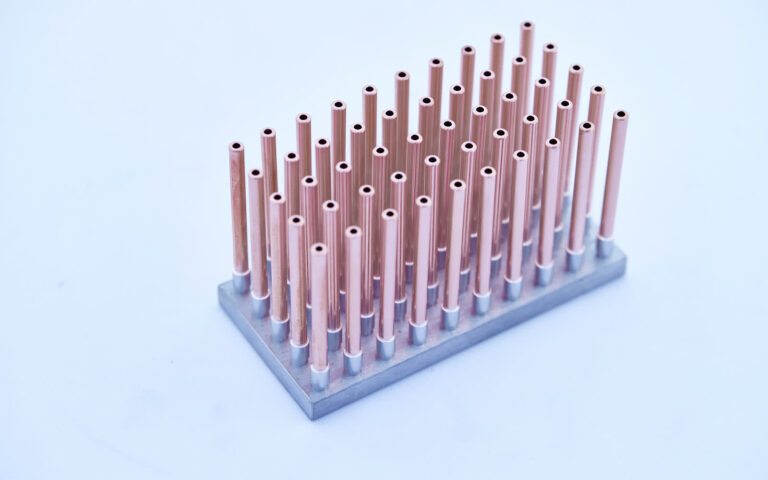
Typische Bauteile sind medienführende Rohrleitungssysteme (z.B. Automobil- und Hydraulikindustrie) in komplexer Ausführung und mit zahlreichen Lötstellen.






Ein großer Vorteil der Löttechnik ist die Möglichkeit, eine Vielzahl von Werkstoffen und Werkstoff-Kombinationen miteinander zu verbinden. Der folgende Überblick zeigt, welche Materialien oft eingesetzt werden. Sonderwerkstoffe prüfen wir auf Lötbarkeit.
1.4301
1.4401
1.4571
1.4016
1.4112
1.0038 (S235JR)
1.0045 (S355JR)
1.0503 (C45)
1.0308 (C15)
1.0402 (C22)
2.0040 → Cu-OF (CW008A)
2.0046 → Cu-OFE (CW009A)
2.0044 → Cu-HCP (CW021A)
2.0047 → Cu-PHC (CW022A)
Die Auswahl des Lotwerkstoffes erfolgt abhängig von den Grundwerkstoffen und den geforderten Bauteileigenschaften. Je nach Anwendung setzen wir die Lote als Paste, Pulver, Folie oder Drahtformteil ein. Entdecken Sie unsere gängisten Lotwerkstoffe im Überblick.
Lote gemäß DIN EN ISO 17672:
Cu 102 (Cu100 / Tm 1.083°C)
Cu 110 (Cu100 / Tm 1.083°C)
Cu 141 (Cu100(P), P max. 0,075% / Tm 1.083°C)
Lote gemäß DIN EN ISO 17672:
Ni 620 (Ni82CrSiBFe / Tm 970-1.000°C)
Ni 631 (Ni95SiB / Tm 980-1.070°C)
Ni 650 (Ni71CrSi / Tm 1.080-1.135°C)
Ni 700 (Ni89P / Tm 870°C)
Ni 710 (Ni76CrP / Tm 890°C)
Ni 740 (Ni60CrPSi / Tm 980-1.030°C)
Lot gemäß DIN EN ISO 17672:
Ag 272 (Ag72Cu / Tm 780°C)
Eisenbasislot (B-FeCrNiSiP / Tm 1.027-1.097°C)
Es stehen insgesamt fünf Schutzgas-Durchlauföfen zur Verfügung. Drei dieser Öfen sind speziell für das Löten von Edelstählen ausgelegt. Sie können, je nach Werkstoff und Lot, mit einem Gemisch aus Wasserstoff und Stickstoff oder auch mit 100% Wasserstoff betrieben werden. Die zwei weiteren Öfen sind für das Löten von unlegiertem Stahl vorgesehen. Die Schutzgas-Atmosphäre wird mit EXO- Gas erzeugt.
Wir können in unseren Durchlauföfen Baugruppen bis zu einer Breite von 600 mm und zu einer Höhe von 185 mm löten. Durch die Vielzahl an unterschiedlichen Öfen kann technisch wie wirtschaftlich die für Ihre Bauteile beste Anlage ausgewählt werden.
Prozessqualität und Reproduzierbarkeit
In Schutzgas-Durchlauföfen sorgt eine kontrollierte, reduzierende Atmosphäre für oxidfreie, metallisch blanke Bauteiloberflächen und optimale Benetzungsbedingungen. Dadurch entstehen hochwertige, stoffschlüssige Lötverbindungen mit gleichbleibend hoher Qualität. Die präzise geführten Prozessparameter gewährleisten eine ausgezeichnete Reproduzierbarkeit – auch bei komplexen Bauteilgeometrien und hohen Stückzahlen.
Produktivität und Wirtschaftlichkeit
Der kontinuierliche Durchlauf ermöglicht die gleichzeitige Bearbeitung einer Vielzahl von Lötstellen in einem einzigen Prozessschritt. In Kombination mit einer stabilen und automatisierten Prozessführung führt dies zu hohen Ausbringungsmengen und kurzen Taktzeiten. Das Ergebnis ist eine effiziente Serienfertigung mit niedrigen Stückkosten und hoher Prozesssicherheit.
Umwelt und Sicherheit
Durch den Verzicht auf Flussmittel können Bauteile in vielen Fällen ohne nachgelagerte Reinigung direkt weiterverarbeitet werden. Dies reduziert den Einsatz umweltbelastender Chemikalien erheblich und vereinfacht den Gesamtprozess. Gleichzeitig trägt das Verfahren zu sauberen Arbeitsbedingungen und einer nachhaltigen Produktion bei.
Wir sind ein serviceorientiertes Unternehmen mit hoher technischer Beratungskompetenz und Erreichbarkeit.
Wir stehen für eine partnerschaftliche und transparente Kommunikation mit unseren Kunden. Durch kurze Reaktionszeiten und einen fundierten technischen Austausch gewährleisten wir eine effiziente und lösungsorientierte Zusammenarbeit auf Augenhöhe.
Unsere Angebote sind klar strukturiert, inhaltlich präzise und konsequent an Ihrer Aufgabenstellung ausgerichtet
Für eine qualitativ hochwertige Lötverbindung müssen definierte technische Anforderungen wie Lotspalt, Einstecktiefe und Oberflächenbeschaffenheit eingehalten werden. Die Absicherung dieser Parameter erfolgt bei uns in enger Abstimmung mit Ihnen.
Bereits in der Konstruktionsphase unterstützen wir Sie umfassend bei der Auslegung. So stellen wir sicher, dass alle löttechnischen Voraussetzungen erfüllt und offene Fragestellungen frühzeitig geklärt werden.
Definierte Lötprozesse, reproduzierbare Ofenprogramme sowie klar dokumentierte Arbeitsanweisungen und Fertigungsvorgaben bilden die Grundlage für konstant hochwertige und wiederholbare Lötergebnisse.
Auch nachgelagerte Prozessschritte betrachten wir ganzheitlich. Von Vorrichtungen zum präzisen Vorfügen der Bauteile bis hin zu durchdachten Lösungen für die Dichtheitsprüfung.
Kennzeichnungen, Prozessbescheinigungen sowie fertigungsbegleitende Qualitätskontrollen lassen sich ebenfalls realisieren.
Nein. Bei der Verwendung geeigneter Werkstoffe (wie Stahl, Edelstahl, Kupfer) und Schutzgasatmosphären erfolgt das Löten flussmittelfrei. Die reduzierende Atmosphäre reinigt die Oberfläche chemisch während des Prozesses.
Das Verfahren spielt seine Stärken besonders bei mittleren bis großen Serien aus. Durch den kontinuierlichen Durchlaufprozess sinken die Kosten pro Bauteil im Vergleich zum Batchofen deutlich.
In der Regel nicht. Da die Bauteile unter Schutzgas nicht oxidieren („anlaufen“), kommen sie metallisch blank aus dem Ofen. Sie können so oft direkt weiterverarbeitet oder verbaut werden.